Hi Bill,
You included two data sets but again forgot to explain under what conditions they were made or what you were trying to show.
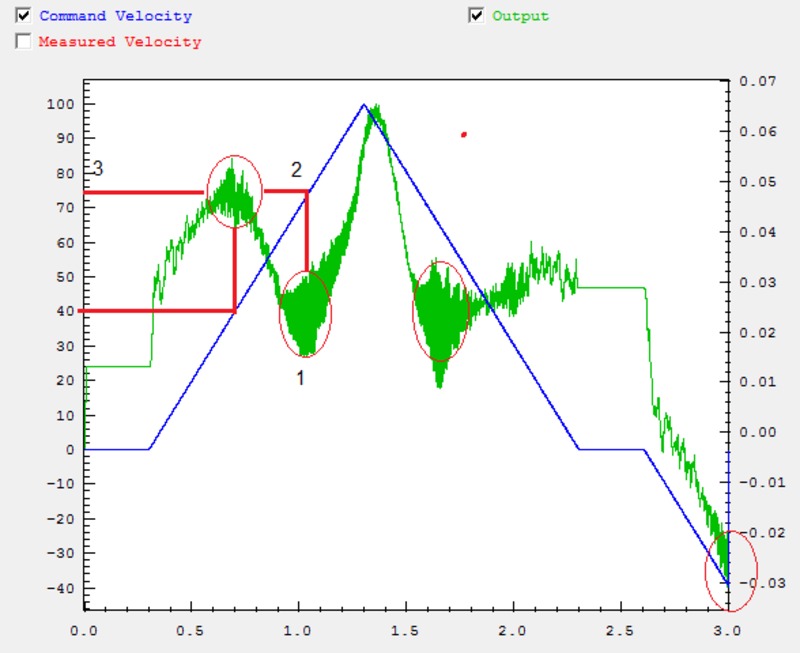
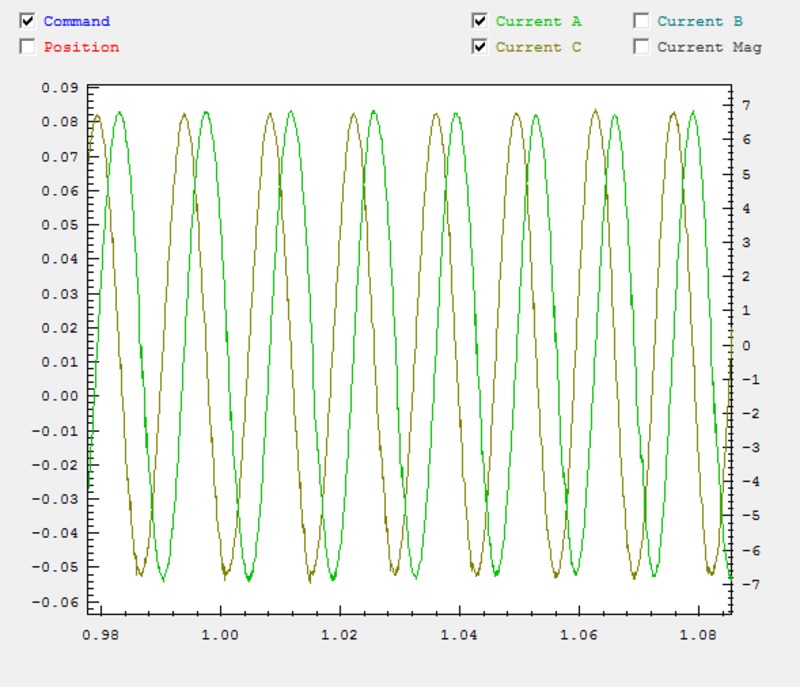
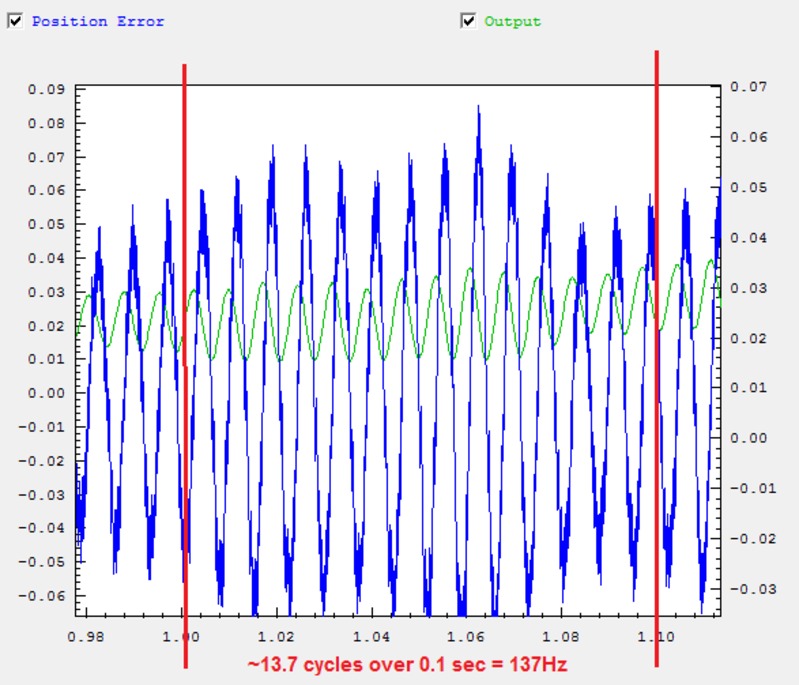
I was expecting you to show plots at 137 cycles/sec and 73 cycles/sec to show how badly the resonance is.
Mach3 is known to perform poorly on 3D contouring. Depending on the CV settings it may violate acceleration and velocity limits.
I see two possible directions to pursue:
#1 - work at plotting. demonstrating, reducing the resonance. See this thread on cnczone:
#2 - capture data while Mach3 is running the 3D contouring test to see exactly what is being commanded and what is happening.
Are you able to isolate a small code fragment from your GCode file that demonstrates the problem?
What version of Mach3 are you using? What are your CV Settings? Have you considered trying KMotionCNC?
See the example CaptureXYMotionPosDest.c are you able to run it while the problem is happening to collect data?
What is your preference or do you have other ideas?
Regards
TK
| Group: DynoMotion |
Message: 11299 |
From: bknighton28 |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current [2 Attachments] |
After rerunning these step response tests at 73 and 137 hz this am I think it sounds not too bad. The motion settings are the same as my last post. It is intended that 73, 137 and the motion settings are the conditions you need. Is there more? It's a nema 34 motor on a ball lead screw with a coupler made of two aluminum pieces and a rubber spider in between. Encoder is 500 count. There is also a plot of slow acceleration to 150 hz. It seems like a velocity error of 0.050 is a target. Is that correct? I am working on the other steps in your last post one at a time and will respond. |
|
|
@@attachment@@
|
| Group: DynoMotion |
Message: 11300 |
From: bknighton28 |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current [2 Attachments] |
|
Does it make sense to have a very small max following error, like 10 or less in cl micro mode so that Mach is immediately stopped? Is there a downside? If the stepper missed that many steps can it recover back to the correct position?
|
|
| Group: DynoMotion |
Message: 11305 |
From: bknighton28 |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current [2 Attachments] |
|
It looks like option 1 because I am not as far along as I thought. Now even very simple motions like a single rapid traverse in Mach are causing stalls. GO Z1. I don't get it because the same velocity, acceleration and distance in step response screen is smooth.
|
|
| Group: DynoMotion |
Message: 11307 |
From: Tom Kerekes |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current |
Mach3 performs only 2nd order motion (infinite Jerk). You can simulate this in KMotion's Step Response Screen by temporarily setting the Jerk to a huge value (ie 1000X the Acceleration number).
Also are you sure you converted the Acceleration and Velocity from KFLOP units to Mach3 units correctly?
Regards TK
| Group: DynoMotion |
Message: 11310 |
From: bknighton28 |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current |
|
for velocity I converted from kflop units to mach like this:
machV = (kflopV/50cycles) x pitch(inches) x 60 seconds/min
so 600 kflopV=141 inches/min
I did similar for acceleration so kflopA of 5000 =19.7in/sec^2
Does mach's lack of a jerk setting mean I am stuck at lower velocities then?
|
|
| Group: DynoMotion |
Message: 11312 |
From: Tom Kerekes |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current |
Hi Bill,
That seems correct for a leadscrew pitch of ~ 0.2 inches and assuming your Mach3 motor resolution is ~250 cycles/inchand your Mach3 units are Inches.
Regarding Jerk limitation: you should determine the difference you can achieve with and without Jerk using the Step Response Screen as described previously. Normally max velocity should be very similar as long as low acceleration is used to achieve it.
Regards TK
| Group: DynoMotion |
Message: 11325 |
From: bknighton28 |
Date: 4/8/2015 |
| Subject: Re: understanding stepper motor current |
|
I have transitioned to kmotionCNC and 3D motion is working a lot better. I still get stalls. But it's not during 3d motions. It's simple down motions. I can isolate the g-code and run it multiple times.The same motion with the same end points and speed run repeatedly will be fine most of time but sometimes it will resonate terribly and stall. Getting that speed and distance into the step response screen it it smooth and no problems. I would post a graph if I could capture the ugliness.
|
|
| | | |
{kind=link}
{kind=link}
{kind=link}